
防腐施工設備怎么選擇
2019/7/28 14:56:55來源:湖南昂威涂料有限責任公司 瀏覽量:381
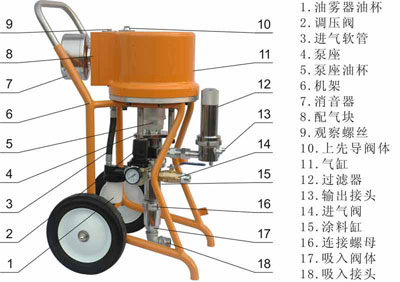
無氣噴涂施工高壓無氣噴涂機利用高壓柱塞泵將涂料增壓至3000PSI(210kg/cm),獲得高壓的涂料通過高壓軟管輸送到噴槍,經由噴嘴釋放壓力形成霧化,從而在墻體表面形成致密的涂層。由于涂料霧化不需要壓縮空氣,故稱為無氣噴涂。 | |
無氣噴涂
| 無氣噴涂機在歐美及世界各國被廣泛采用,已經成為涂料商面臨的首要問題,國內眾多的涂料商配備德國,美國等高壓無氣噴涂設備,鞏固并持續增加了自己的市場份額,增加了先進高效的服務內容。如今,高壓無氣噴涂,已經成為了涂料行業的熱門話題。目前,國內流行的方式是采用高壓無氣噴涂工藝。高壓無氣噴涂采用的工作原理是將涂料增壓到210千克/平方厘米,通過噴嘴把涂料霧化成細小的微粒,直接噴射到被涂物表面的一種噴涂方式,高壓無氣噴涂在歐美等國家建筑業已被普遍采用,它有以下特點: |
其具有以下優點:一、***高的涂裝效率。噴涂效率高達每小時500-1200平方米,是傳統滾筒施工的10倍以上第二、***佳的表面質量。噴涂涂層平整、光華、致密、無刷痕、滾痕、和顆粒。第三、延長涂層使用壽命。高壓無氣噴涂能使涂料顆粒深入墻體空隙,使漆膜也墻面形成機械咬合,增強涂料附著力,延長使用壽命。第四、輕而易舉地攻克拐角、空隙和凹凸不平的難刷部位第五、節省涂料。刷涂厚度***不均勻,一般在30-250微米,涂料利用率低,而無氣噴涂很容易獲得厚度為30微米的涂層,相對節省涂料20-30%。高壓無氣噴涂是一種很有發展前途的高效率噴涂方法,與空氣噴涂不同,它是利用高壓泵將油漆涂料加壓到15MPa左右,然后通過一個特制的噴嘴小孔噴出。當加過高壓的涂料離開噴嘴,到達大氣中時,便立即劇烈膨脹,霧化成***細的扇形氣流噴向物面。高壓無氣噴涂,不僅適宜噴涂普通油漆涂料,還特別適宜噴涂高粘度的油漆涂料,與一般的空噴涂相比有以下優點:A、效率比普通噴涂高2倍左右,涂料損失***微。(省材料)B、涂膜成膜厚、遮蓋率高、質量好、光潔度高、附著力強。C、設備小巧、搬運方便、壓縮機小、重量輕。D、漆霧少,改善了勞動條件,提高了安全性。E、可噴涂較高粘度的涂料,節約了昂貴的稀釋劑。無氣噴涂機可噴涂不同粘度的涂料。使得墻面涂裝告別了人工、低效、簡陋工具的時代。這種工藝發出3000psi的高壓,連續高速霧化涂刷于各種墻面上成膜均勻無刷痕。涂刷于各種墻面上成膜均勻無刷痕。而且由于工效***高,取費標準甚至低于手工涂刷。 | |
空氣噴涂普通空氣噴涂又稱氣壓噴涂,以噴槍為工具,其基本原理是:當一定壓力的壓縮空氣從噴嘴的環形孔噴出時在噴嘴前形成負壓涂料在氣壓作用下,通過中心孔道被抽出,涂料與壓縮空氣相會后,分散成細小涂料顆粒,在被飾表面上形成漆膜。 | |
| 噴槍介紹噴槍是汽車空氣噴涂的基礎工具,其基本結構包含槍身、噴嘴套裝、控制部件和其他附件等(見圖1)。***的噴涂效果離不開噴槍的這些核心部件。噴槍分類按噴槍輸送涂料的主要方式,可以把噴槍分為3種 :重力式(上壺)、虹吸式(下壺)和壓送式(見圖2)。其中,重力式噴槍的涂料壺設計在噴槍上部,涂料是依靠自身重力加上壓縮空氣在通過噴嘴及風帽時形成的文丘里效應產生真空令涂料噴出;虹吸式噴槍則主要依靠文丘里效應將涂料從虹吸杯中抽取出來,因此在同樣的條件及涂料流量要求下,虹吸式噴槍的噴嘴口徑要比重力式噴槍的大;壓送式噴槍的涂料輸送則是依靠涂料輸送設備加壓來進行的,一般通過涂料壓力罐或隔膜泵來進行,由于涂料是壓送出來的,而且可通過施加不同的壓力調節涂料流量, 一般選用的噴嘴口徑較上述兩類噴槍更小。 |
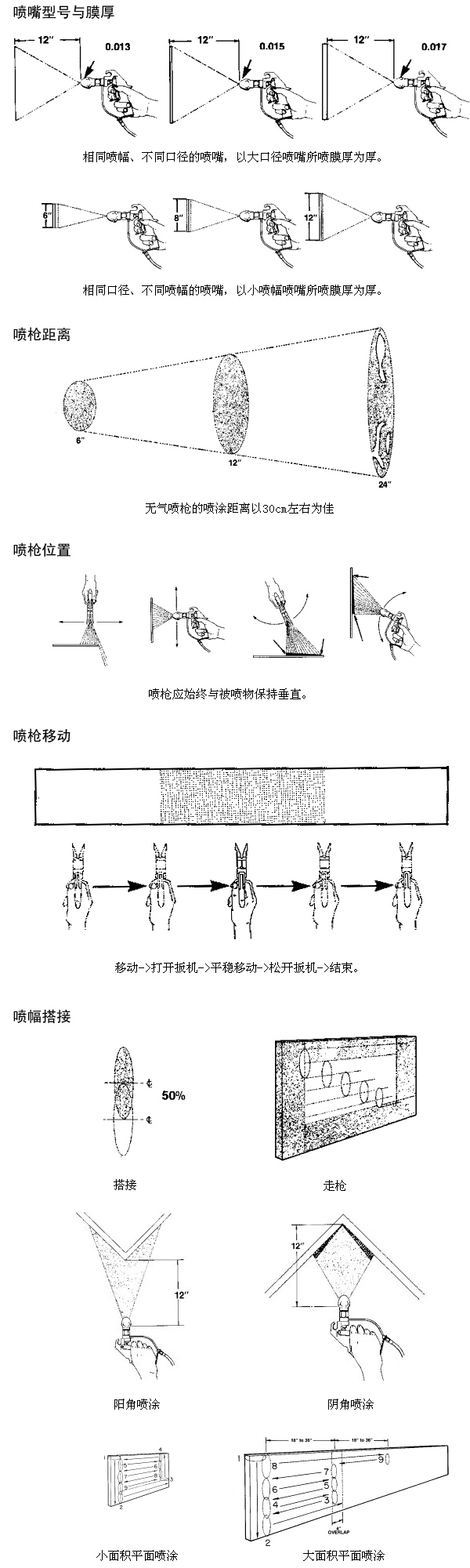
噴涂技巧噴涂的一個技巧是如何正確持槍。應使噴槍和被噴工件保持垂直。噴槍移動時其噴涂軌跡要與噴涂表面保持平行,在每個噴涂行程開始后觸發槍機,在每個噴涂行程結束之前釋放槍機,觸發槍機之前,槍應處于運動狀態,否則會產生局部涂層過厚;保持噴槍與工件之間的距離恒定;噴槍在噴涂時應保持勻速運動;下一個噴涂行程的噴涂面要與上一個噴涂行程的噴涂面的重疊保持一致;對于相同的工件,噴涂行程次數保持一致。1. 噴槍距離噴涂時依噴涂被涂面角度(見圖4)與噴槍的類型,噴槍與工件表面的距離一般在在15~30cm之間(見圖5)。要獲得更濕、色深和較厚的涂層,距離可近些;要獲得更干、色淺和較薄的涂層,距離可遠些,如圖4所示。2. 噴涂行程噴槍運行方式,包括噴槍對被涂物面的角度和噴槍的運行速度,應保持噴槍與被涂物面呈直角、平行運行,如圖6所示。噴槍移動速度一般在30~60cm/s內調整,并要求恒定。如果噴槍傾斜并呈圓弧狀運行或運動速度多變,都得不到厚度均勻的漆膜,并易產生條紋和斑痕,如圖7所示。噴槍的運行速度過慢(30cm/s)以下,則易產生流掛。相鄰噴涂行程應有個搭接量,即重合率,重合率應達到50%~67%,如圖8所示。過快或者搭接不多時,就不易得到平滑的漆膜。當對漆層厚度的均勻性要求高時應采用交叉噴涂法,即先做豎直方向的噴涂,然后再做水平方向的噴涂。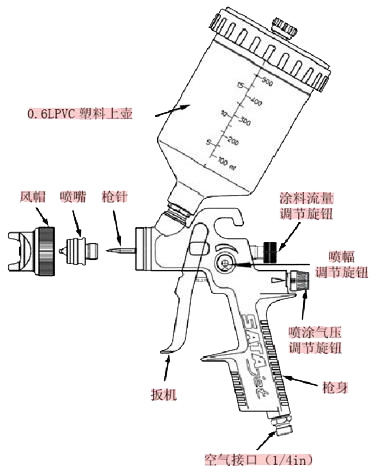
| |
輥涂輥涂是以轉輥作涂料的載體,涂料在轉輥表面形成一定厚度的濕膜,然后借助轉輥在轉動過程中與被涂物接觸,將涂料涂敷在被涂物的表面。輥涂適用于平面狀的被涂物,廣泛應用于金屬板、膠合板、布與紙的涂裝,特別適用于金屬卷材涂裝。 | |
| 優點1、高速自動化作業,涂裝速度快,生產效率高,生產速度一般為100mm/min左右,高可達244m/min2、不產生漆霧,沒有漆霧飛濺,涂著效率接近***3、低粘度和高粘度的涂料都適應,可以進行3-5μm的薄膜到300-500μm的厚度各種膜厚的涂裝。可以較準確的控制漆膜厚度,且厚度均勻一致4、正面和背面可以同時涂裝缺點1、只適應平面涂裝,不適應其他形狀的被涂物2、由于輥涂機采用統一的涂料循環輸送、回收系統、涂料的投入量大,所以不適宜多品種的小批量生產3、涂裝工藝條件如控制不當,漆膜易產生輥痕4、由于涂料是在轉輥表面以濕膜形式轉移至被涂物表面,溶劑揮發快,輥涂過程中涂料的粘度容易產生變化 |
刷子的施工
在進行涂裝前,應對局部噴涂難以嚴密遮蓋部位先進行預涂裝,即對焊縫、邊緣、各種孔以及結構復雜、較難噴涂到的部位用漆刷刷涂,特別注意刷涂預涂不要留下氣孔或漏涂;特別應注意對凹陷處涂嚴油漆,即漆膜下不能留有任何空氣或其他雜質的空穴,必須注意不能有漏涂的地方。

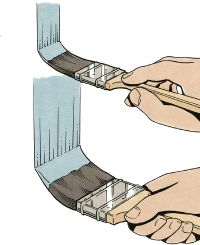
握住刷子
蘸涂料
順涂

交叉涂
優點
工具簡單,施工簡便,易于掌握,靈活性強,適用性強,節省涂料;對于邊角、溝槽、及其設備底座等特殊位置和狹窄區域,其他施工方式難以涂裝的部位,常采用手工刷涂方法施工。刷涂不會形成(漆霧),對施工環境污染較小,對涂料利用率也高,浪費少。
缺點
工操作,生產效率低,勞動強度大。對于干性較快的和流平性較差的涂料,刷涂容易留下刷痕以及膜厚不均勻現象,影響涂膜的平整度和裝飾效果。
施工要領
油漆刷涂時要緊握刷柄,拇指在前,食指、中指在后并抵住接近刷柄薄鐵箍卡上部的木柄上,不使漆刷在手中任意松動。在刷涂過程中,刷柄應始終與被涂物表面處于垂直狀態,用力要濕度。以將約1/2長度的刷毛順一個方向貼附在被涂物表面為佳,漆刷運行時的用力與速度要均勻。
免責聲明:杭州商易信息技術有限公司對中國建材網上刊登之所有信息不聲明或保證其內容之正確性或可靠性;您于此接受并承認信賴任何信息所生之風險應自行承擔。杭州商易信息技術有限公司,有權但無此義務,改善或更正所刊登信息任何部分之錯誤或疏失。
上一篇:油漆剝落/脫落/脫皮漆膜缺陷分析與修正
下一篇:室外環境C2較低腐蝕防腐方案
新聞分類
- 企業類型:
- 經營模式:
生產加工
- 榮譽資質:
0項
- 主 營:
瓷化涂料、水性瓷化墻膜、環氧樹脂漆,氟碳漆,聚氨酯漆,丙烯酸酯漆,氯化橡膠漆、特種防腐涂料
- 地 址:
湖南長沙雨花區長沙市雨花區振華路199號湖南環保科技產業園




